
13856998044



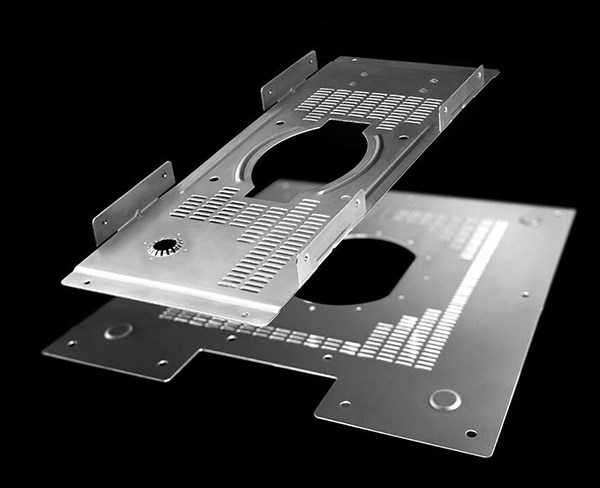
югН№МгЙЄжаюгН№елЭфШчКЮзіЕБюгН№МгЙЄВФСЯЭфЧњЕФЪБКђЃЌЦфдВНЧЧјЩЯЭтВуЪмЕНРЩьЃЌФкВуЪмЕНбЙЫѕЃЌЫљвддкЯрЭЌКёЖШЕФЧщПіЯТЃЌЭфЧњЕФАыОЖдНаЁВФСЯЕФРЩьКЭбЙЫѕОЭдНбЯжиЃЌЩѕжСдьГЩСбЗьКЭелЖЯЁЃгЩДЫвЛРДЮвУЧУїАзСЫЃЌюгН№МгЙЄЭфЧњСуМўЕФНсЙЙЩшМЦЕФЪБКђЃЌгІБмУтЙ§аЁЕФЭфЧњдВНЧЃЌЦфНЯаЁелЭфАыОЖЪЧЭфЧњМўЕФжББпИпЖШЃЌЫљвдЭфЧњМўЕФжББпИпЖШвВВЛФмЬЋаЁЁЃЕБюгН№ЭфБпВрБпДјгааБНЧЕФЭфЧњМўЪБЃЌВрУцЕФНЯаЁИпЖШЮЊелЭфМўЩЯЕФПзБпОрЁЃСэЭтЃЌЭфЧњЯпгІБмПЊГпДчЭЛБфЕФЮЛжУЃЌФПЕФЪЧЮЊСЫЗРжЙМтНЧДІгІСІМЏжаВњЩњЭфСбЁЃЪЧНЋЭфЧњЯпвЦЖЏвЛЖЈОрРыЃЌвдРыПЊГпДчЭЛБфДІЮЊЛљБОддђЃЌВХФмБЃжЄЭфЧњаЇЙћЁЃ






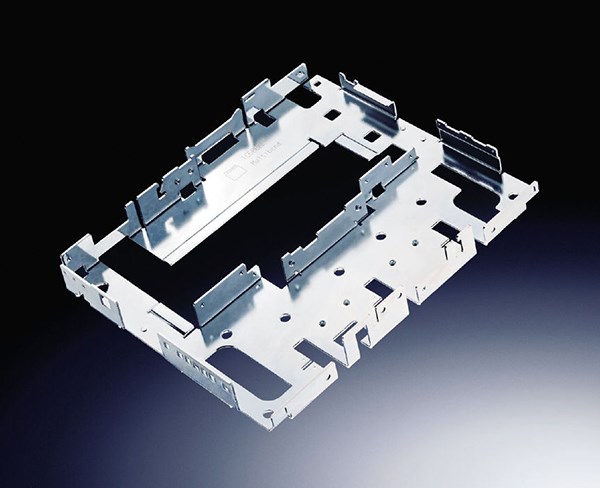
югН№МгЙЄжаЕФживЊЙЄађЃЌЗлФЉОВЕчХчЭПЪРНчЩЯЗлФЉОВЕчХчЭПЩшБИгк962ФъгЩЗЈЙњЕФГЇДЁВбЗЁГЇЙЋЫОбажЦГЩЙІЃЌДЫКѓЗлФЉОВЕчХчЭПММЪѕдкбИЫйЗЂеЙЃЌе§ж№НЅШЁДњШмМСаЭЭПСЯЭПзАММЪѕЁЃДгЪТХчЭПаавЕЕФЖМжЊЕРОВЕчХчЭПЩшБИСїЫЎЯпЫљХчЙЄМўБэУцЕФЦсВуЦфОљдШЖШЁЂЙтдѓЖШвдМАИНзХСІОљБШЦеЭЈЪжЙЄХчЦсгШМбЁЃЭЌЪБОВЕчХчЦсВЛТлЪЧЦеЭЈХчЦсЁЂгЭадКЭДХадЕФЕїКЭЦсЁЂЙ§ЦсЁЂАБЛљЪїжЌЦсЁЂЛЗбѕЪїжЌЦсЕШЖМПЩвдХчЃЌВйзїМђЕЅЃЌЧвБШвЛАуЦјХчФмНкЪЁ50ЃЅзѓгвЕФгЭЦсЁЃХчЭПЪБЭЈГЃвЊЧѓЦјбЙИпЃЌЦсСЃЯИЃЌЫйЖШПьЁЃЕЋЦјбЙЙ§ИпЃЌдђЛсЦЦЛЕЕчСІЕФзїгУЁЃгІИљОнЫљгУгЭЦсЭПСЯЦЗжжЁЂЭПзАЯжГЁКЭД§ЭПЙЄМўЕШЕФВЛЭЌЃЌЖјбЁдёЯрЪЪгІЕФЦсбЙКЭЦјбЙЁЃ
МЄЙтДђПзММЪѕЪЧМЄЙтВФСЯМгЙЄММЪѕжаНЯдчЪЕЯжЪЕгУЛЏЕФМЄЙтММЪѕЁЃюгН№ГЕМфжаМЄЙтДђПзвЛАуВЩгУЕФЪЧТіГхМЄЙтЃЌФмСПУмЖШНЯИпЃЌЪБМфНЯЖЬЃЌПЩвдМгЙЄІЬГОЕФаЁПзЃЌЬиБ№ЪЪгУгкМгЙЄОпгавЛЖЈНЧЖШКЭВФСЯНЯБЁЕФаЁПзЃЌЛЙЪЪКЯМгЙЄЧПЖШгВЖШНЯИпЛђНЯДрНЯШэВФСЯЕФСуМўЩЯЕФЩюаЁПзКЭЮЂаЁПзЁЃМЄЙтПЩЪЕЯжШМЦјТжЛњЕФШМЩеЦїВПМўДђПзМгЙЄЃЌДђПзаЇЙћПЩЪЕЯжШўЮЌЗНЯђЃЌЪ§СППЩДяЕНЩЯЧЇИіЁЃПЩДђПзЕФВФСЯАќРЈВЛатИжЁЂФјИѕЬњКЯН№КЭЙўЫЙЬиТхвР(БсДЁГЇАеЗЁГЂГЂАПГл)ЛљКЯН№ЁЃМЄЙтДђПзММЪѕВЛЪмВФСЯЕФСІбЇадФмгАЯьЃЌЪЕЯжздЖЏЛЏБШНЯШнвзЁЃ




 дкЯпПЭЗў
дкЯпПЭЗў 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com

