
13856998044



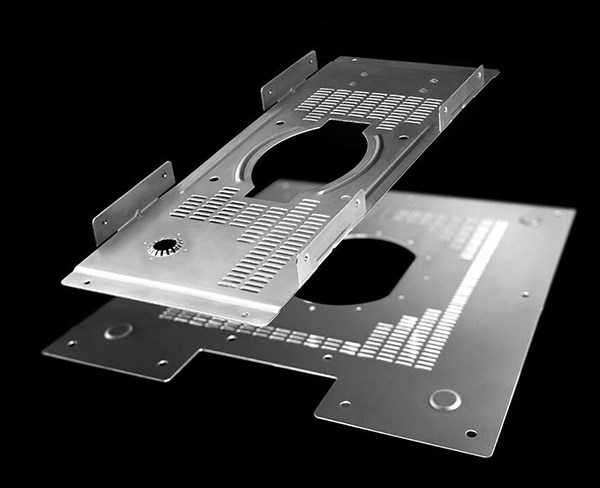
югН№МгЙЄЕФЙЄвеЗБпЙЅЫПЁЃЗБпгжНаГщПз,ОЭЪЧдквЛИіНЯаЁЕФЛљПзЩЯГщГЩвЛИіЩдДѓЕФПз,дйдкГщПзЩЯЙЅЫПЁЃетбљзіПЩдіМгЦфЧПЖШ,БмУтЛЌбРЁЃвЛАугУгкАхКёБШНЯБЁЕФюгН№МгЙЄЁЃЕБАхКёНЯДѓЪБ,Шч2ЁЃ0ЁЂ2ЁЃ5ЕШвдЩЯЕФАхКё,ЮвУЧБуПЩжБНгЙЅЫП,ЮоаыЗБпЁЃГхДВМгЙЄЁЃвЛАуГхДВМгЙЄЕФгаГхПзЧаНЧЁЂГхПзТфСЯЁЂГхЭЙАќЁЂГхЫКСбЁЂГщПзЕШМгЙЄЗНЪН,вдДяЕНМгЙЄФПЕФЁЃЦфМгЙЄашвЊгаЯргІЕФФЃОпРДЭъГЩВйзїЁЃГхЭЙАќЕФгаЭЙАќФЃ,ГхЫКСбЕФгаЫКСбГЩаЮФЃЕШЁЃ





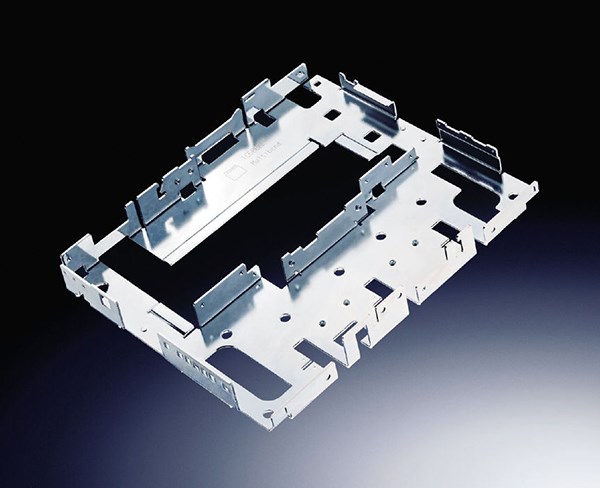
югН№МгЙЄЕФЙЄвеКИНгЁЃКИНгОЭЪЧНЋЖрИіСуМўзщКИдквЛЦ№,ДяЕНМгЙЄЕФФПЕФЛђЪЧЕЅИіСуМўБпЗьКИНг,вддіМгЦфЧПЖШЁЃЦфМгЙЄЗНвЛАугавдЯТМИжж:АфАП2ЦјЬхБЃЛЄКИЁЂЛЁКИЁЂЕуКИЁЂЛњЦїШЫКИНгЕШЁЃетаЉКИНгЗНЪНЕФбЁгУЪЧИљОнЪЕМЪвЊЧѓКЭВФжЪЖјЖЈЁЃвЛАуРДЫЕАфАП2ЦјЬхБЃЛЄКИгУгкЬњАхРрКИНг;ЛЁКИгУгкТСАхРрКИНгЃЛЛњЦїШЫКИНгжївЊЪЧдкСЯМўНЯДѓКЭКИЗьНЯГЄЪБЪЙгУЁЃШчЛњЙёРрКИНг,ПЩВЩгУЛњЦїШЫКИНг,ПЩНкЪЁКмЖрШЮЮёЪБ,ЬсИпЙЄзїаЇТЪКЭКИНгжЪСПЁЃ
югН№МгЙЄжаЕФживЊЙЄађЃЌЗлФЉОВЕчХчЭПЗлФЉОВЕчХчЭПЕФгХЕуЗлФЉЭПСЯРћгУТЪИпЃЌВЂПЩЛиЪедйгУгыгЭЦсЯрБШЃЌЗлФЉЭПСЯПЩвджБНгЭПЗѓЕНБЛЭПЮяБэУцЩЯШЅЃЌОКцПОЙЬЛЏКѓаЮГЩЭПФЄЃЌЖјЧвЮДБЛЭПЩЯЕФЗлФЉПЩвдЛиЪеКѓдйЫЭШыЙЉЗлЯЕЭГжаЪЙгУЃЌДгЖјДѓДѓМѕЩйЗлФЉЭПСЯдкЪЉЙЄжаЕФЫ№ЪЇЃЌЗлФЉЭПСЯРћгУТЪОљдк95%вдЩЯЃЌЖјгЭЦсГ§ШмМСШЋВПЛгЗЂЫ№ЪЇЭтЃЌЮДБЛЭПЩЯЕФгЭЦсКмФбЛиЪедйгУЃЌЙЪвЛАугЭЦсЕФЪЕМЪРћгУТЪдк50%зѓгвЁЃ





 дкЯпПЭЗў
дкЯпПЭЗў 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com

