
13856998044



югН№МгЙЄжаюгН№елЭфШчКЮзіЕБюгН№МгЙЄВФСЯЭфЧњЕФЪБКђЃЌЦфдВНЧЧјЩЯЭтВуЪмЕНРЩьЃЌФкВуЪмЕНбЙЫѕЃЌЫљвддкЯрЭЌКёЖШЕФЧщПіЯТЃЌЭфЧњЕФАыОЖдНаЁВФСЯЕФРЩьКЭбЙЫѕОЭдНбЯжиЃЌЩѕжСдьГЩСбЗьКЭелЖЯЁЃгЩДЫвЛРДЮвУЧУїАзСЫЃЌюгН№МгЙЄЭфЧњСуМўЕФНсЙЙЩшМЦЕФЪБКђЃЌгІБмУтЙ§аЁЕФЭфЧњдВНЧЃЌЦфНЯаЁелЭфАыОЖЪЧЭфЧњМўЕФжББпИпЖШЃЌЫљвдЭфЧњМўЕФжББпИпЖШвВВЛФмЬЋаЁЁЃЕБюгН№ЭфБпВрБпДјгааБНЧЕФЭфЧњМўЪБЃЌВрУцЕФНЯаЁИпЖШЮЊелЭфМўЩЯЕФПзБпОрЁЃСэЭтЃЌЭфЧњЯпгІБмПЊГпДчЭЛБфЕФЮЛжУЃЌФПЕФЪЧЮЊСЫЗРжЙМтНЧДІгІСІМЏжаВњЩњЭфСбЁЃЪЧНЋЭфЧњЯпвЦЖЏвЛЖЈОрРыЃЌвдРыПЊГпДчЭЛБфДІЮЊЛљБОддђЃЌВХФмБЃжЄЭфЧњаЇЙћЁЃ






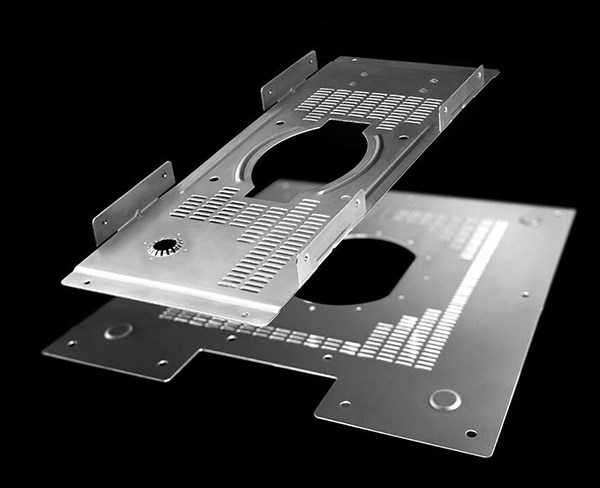
югН№МгЙЄЙЄвеСїГЬФужЊЕРЖрЩйЮЊСЫКИНгРЮЙЬЃЌдквЊКИНгЕФЙЄМўЩЯДђЭЙЕуЃЌПЩвдЪЙЭЙЕудкЭЈЕчКИНгЧАгыЦНАхОљдШНгДЅЃЌвдБЃжЄИїЕуМгШШЕФвЛжТЃЌЭЌЪБвВПЩвдШЗЖЈКИНгЮЛжУЃЌЭЌбљЕФЃЌвЊНјааКИНгЃЌвЊЕїКУдЄбЙЪБМфЃЌБЃбЙЪБМфЃЌЮЌГжЪБМфЃЌанжЙЪБМфЃЌБЃжЄЙЄМўПЩвдЕуКИРЮЙЬЁЃЕуКИКѓдкЙЄМўБэУцЛсГіЯжКИАЬЃЌвЊгУЦНФЅЛњНјааДІРэЃЌбЧЛЁКИжївЊгУгкСНЙЄМўНЯДѓЃЌгжвЊСЌНгдквЛЦ№ЪБЃЌЛђепвЛИіЙЄМўЕФБпНЧДІРэЃЌДяЕНЙЄМўБэУцЕФЦНећЃЌЙтЛЌЁЃбЧЛЁКИЪБВњЩњЕФШШСПвзЪЙЙЄМўБфаЮЃЌКИНгКѓвЊгУДђФЅЛњКЭЦНФЅЛњНјааДІРэЃЌЬиБ№ЪЧБпНЧЗНУцНЯЖрЁЃ
ЗЧФЃОпМгЙЄЃКЭЈЙ§Ъ§Гх ЁЂМЄЙтЧаИюЁЂМєАхЛњЁЂелДВЁЂУЖЄЛњЕШЩшБИЖдюгН№НјааМгЙЄЕФЙЄвеЗНЪНЃЌвЛАугУгкбљЦЗжЦзїЛђаЁХњСПЩњВњЃЌГЩБОНЯИпЁЃюгН№ЕФГЩаЮМгЙЄЃКЙиМќОЭЪЧЫЕЖдюгН№ПЊеЙюгН№елЭфЁЂРЩъЃЌюгН№елЭфЕФМгЙЄДЮађЙиМќЪЧДгРяЕНЭтЁЂДгаЁЕНДѓЁЂЯШелзДПідйелвЛАубљзгЕФгХЯШбЁдёДЮађМгЙЄЁЃФЃОпМгЙЄЃКЭЈЙ§ЙЬЖЈЕФФЃОп,ЖдюгН№НјааМгЙЄЃЌвЛАугаЯТСЯФЃКЭГЩаЭФЃЃЌжївЊгУгкДѓХњСПЩњВњЃЌГЩБОНЯЕЭЁЃ




 дкЯпПЭЗў
дкЯпПЭЗў 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com

