
13856998044



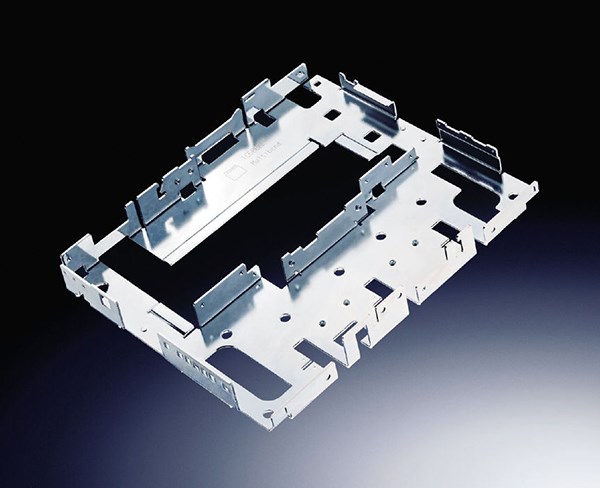
МЄЙтДђПзММЪѕЪЧМЄЙтВФСЯМгЙЄММЪѕжаНЯдчЪЕЯжЪЕгУЛЏЕФМЄЙтММЪѕЁЃюгН№ГЕМфжаМЄЙтДђПзвЛАуВЩгУЕФЪЧТіГхМЄЙтЃЌФмСПУмЖШНЯИпЃЌЪБМфНЯЖЬЃЌПЩвдМгЙЄІЬГОЕФаЁПзЃЌЬиБ№ЪЪгУгкМгЙЄОпгавЛЖЈНЧЖШКЭВФСЯНЯБЁЕФаЁПзЃЌЛЙЪЪКЯМгЙЄЧПЖШгВЖШНЯИпЛђНЯДрНЯШэВФСЯЕФСуМўЩЯЕФЩюаЁПзКЭЮЂаЁПзЁЃМЄЙтПЩЪЕЯжШМЦјТжЛњЕФШМЩеЦїВПМўДђПзМгЙЄЃЌДђПзаЇЙћПЩЪЕЯжШўЮЌЗНЯђЃЌЪ§СППЩДяЕНЩЯЧЇИіЁЃПЩДђПзЕФВФСЯАќРЈВЛатИжЁЂФјИѕЬњКЯН№КЭЙўЫЙЬиТхвР(БсДЁГЇАеЗЁГЂГЂАПГл)ЛљКЯН№ЁЃМЄЙтДђПзММЪѕВЛЪмВФСЯЕФСІбЇадФмгАЯьЃЌЪЕЯжздЖЏЛЏБШНЯШнвзЁЃ





югН№МгЙЄЙЄвееЙПЊзЂвтЪТЯюЃЌеЙПЊЭМЪЧвРОнСуМўЭМЃЈ3ЖйЃЉеЙПЊЕФЦНУцЭМЃЈ2ЖйЃЉЁЂГщбРЁЂбЙУЁЂЫКСбЁЂГхЭЙЕуЃЈАќЃЉЃЌЕШЮЛжУЗНЯђЃЌЛГіЦЪЪгЭМ2ЁЂКЫЖдВФжЪЃЌАхКёЃЌвдАхКёЙЋВю3ЁЂЬиЪтНЧЖШЃЌелЭфНЧФкАыОЖЃЈвЛАуИщ=0ЁЃ5ЃЉвЊЪделЖјЖЈеЙПЊ4ЁЂгавзГіДэЃЈЯрЫЦВЛЖдГЦЃЉЕФЕиЗНгІжиЕуЬсЪО5ЁЂГпДчНЯЖрЕФЕиЗНвЊМгЗХДѓЭМ6ЁЂашХчЭПБЃЛЄЕиЗНаыБэЪОЁЃ
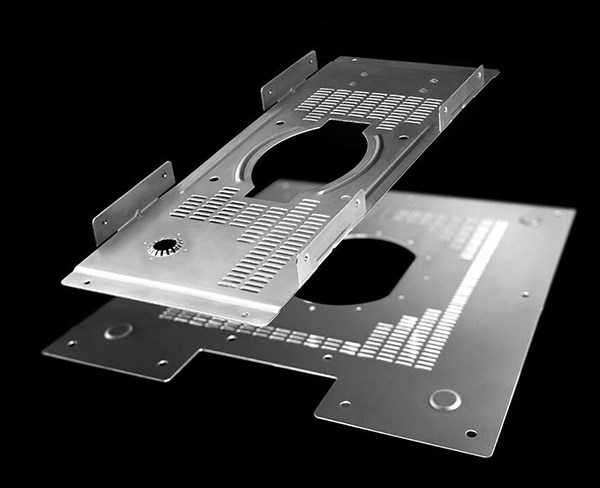
ЗЧФЃОпМгЙЄЃКЭЈЙ§Ъ§Гх ЁЂМЄЙтЧаИюЁЂМєАхЛњЁЂелДВЁЂУЖЄЛњЕШЩшБИЖдюгН№НјааМгЙЄЕФЙЄвеЗНЪНЃЌвЛАугУгкбљЦЗжЦзїЛђаЁХњСПЩњВњЃЌГЩБОНЯИпЁЃюгН№ЕФГЩаЮМгЙЄЃКЙиМќОЭЪЧЫЕЖдюгН№ПЊеЙюгН№елЭфЁЂРЩъЃЌюгН№елЭфЕФМгЙЄДЮађЙиМќЪЧДгРяЕНЭтЁЂДгаЁЕНДѓЁЂЯШелзДПідйелвЛАубљзгЕФгХЯШбЁдёДЮађМгЙЄЁЃФЃОпМгЙЄЃКЭЈЙ§ЙЬЖЈЕФФЃОп,ЖдюгН№НјааМгЙЄЃЌвЛАугаЯТСЯФЃКЭГЩаЭФЃЃЌжївЊгУгкДѓХњСПЩњВњЃЌГЩБОНЯЕЭЁЃ




 дкЯпПЭЗў
дкЯпПЭЗў 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com

